Конструкторская разработка выполнена в результате исполнения служебных обязанностей, а работодатель в установленные законодательством сроки не провел предварительный патентный поиск на локальную новизну. Проблема еще и в том, что советские патентные фонды были и остались в Москве. В данном случае я счел приемлемым опубликовать довольно простое, но эффективное конструкторское решение в периодической печати, да и по праву авторство принадлежит разработчику.
Руководство не всегда одобряет использование непроверенных решений, но помог случай. При разработке комплекса для отбора проб рудной смеси (агломерата) на предварительных испытаниях отдельных узлов обнаружилось, что вибрационный горизонтальный лоток от бункера-накопителя объединенной пробы на делитель имеет присущий таким устройствам недостаток: очень малая, но видимая часть материала после опорожнения бункера не сходит с лотка. Она будет автоматически смешана со следующей пробой, а по техническим требованиям это недопустимо, кроме этого под вопросом могла оказаться аттестация всего комплекса.
Когда-то я занимался проектированием штампов с резиновыми буферами, поэтому никаких сомнений в выборе решения и проблем с расчетами не возникло.
В стандартном виде вибрационный лоток опорной конструкции (см. рис.1) обычно состоит из желоба 1, вибратора 2, упругих стоек малой жесткости 3, жестко прикрепленных к желобу и опорной раме 4 под углом (20-30)° к вертикали. Их наклон определяет направление транспортирования материала, а направление вибраций осуществляется перпендикулярно упругим стойкам и не зависят от направления возмущающей силы. Вибрационные лотки работают с ускорениями, у которых вертикальная составляющая ускорения вибрации больше ускорения силы тяжести. При таком режиме повышается скорость транспортирования, а трение груза о дно лотка сводится к минимуму, что значительно уменьшает его износ.
Упругие стойки проседают при большом слое материала в лотке и малопригодны для тяжело нагруженных устройств. Особенность реальной конструкции в том, что лоток имеет консольную часть, которая по длине больше расстояния между стойками, что создавало увеличенную амплитуду колебаний на конце консольной части. Амплитуду удалось погасить грузом 5 массой 13,6 кг. Такая конструкция была обусловлена необходимостью обеспечения свободного пространства для открывания дверцы в делителе для извлечения емкости с деленной пробой.
На рис.2 показан вибрационный лоток, у которого вместо упругих стоек применены жесткие стойки с отогнутыми на 90° в разные стороны концами, образующими опорные площадки, прикрепленные к желобу и опорной раме через буферные прокладки 6 из резины толщиной 4 мм, которые сжаты болтовыми соединениями М16 до 3 мм. При этом 24° - угол между вертикалью и линией проведенной между осями отверстий нижней и верхней полок стойки, который имеет такое же значение, как и для стандартного лотка. Стойки колеблются относительно осей крепления опорных площадок.
Площадь резиновых буферных прокладок для резины средней твердости, мм2, рассчитывается по формуле
F = (P1+ P2+ P3)/6,8
где P1 - возмущающая сила вибратора, Н;
Р2 - усилие от массы лотка, Н;
Р3 - усилие от массы материала в лотке, Н;
6,8 = 4 . 1,7 (подразумеваются четыре опоры и развиваемое резиной усилие при относительном сжатии прокладки на 30%, составляющее при твердости 62 по Шору А примерно 1,7 Н/мм2). Для полиуретановых буферов в знаменателе должно быть 16.
В качестве привода использован электромеханический вибратор общего назначения ИВ-104Б (с круговыми колебаниями). В изготовлении и сборке технологически все оказалось проще. Максимальная амплитуда колебаний лотка в направлении транспортирования зависит от отношения расстояния между осями отверстий под крепежные болты верхней и нижней полок (с наружной части) к расстоянию от оси отверстия до края полки или буферной прокладки, если она меньше размера полки. Изменением толщины и степени сжатия буферных прокладок можно в некоторой степени регулировать амплитуду колебаний.
В стандартной конструкции имело место явление, когда при уже пустом бункере с остатком слоя (регулируемого от 75 до 150 мм) материала только на концевой половине консольной части лотка после остановки вибратора и его повторном запуске материал мог идти в обратном направлении, хотя в безостановочном процессе этого не наблюдалось. В новой конструкции это не проявилось.
Эскиз стойки приведен на рис.3, а резиновой прокладки на рис.4.
Расчет резиновых буферных устройств выполнен по справочнику [1].
Предлагаемое конструкторское решение можно применять также в вибрационных питателях, конвейерах, грохотах, сушилках и весовых дозаторах. Оно повышает жесткость опорных стоек и соответственно частоту собственных колебаний, которая станет ближе к вынуждающей частоте (зарезонансный режим). Это даст возможность снизить энергоемкость привода при проектировании устройств непрерывного действия, где это уже имеет свою целесообразность.
Дополнительно хочу сказать, что на упомянутое решение рационализаторское предложение не подавалось, ведь это оказалось устранением собственных конструкторских недоработок. Литература
1. Справочник конструктора штампов: Листовая штамповка/ Под общ. ред. Л.И.Рудмана. - М.: Машиностроение, -1988, - 496 с.
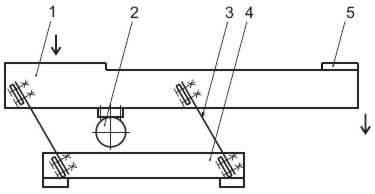 Рис.1
Рис.1 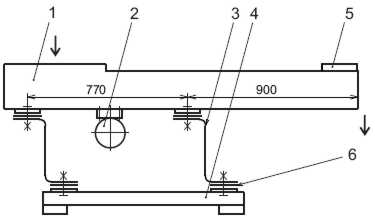 Рис.2
Рис.2 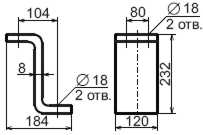 Рис. 3
Рис. 3
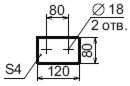 Рис. 4
Рис. 4